
佛山市南海锐利丰机械厂
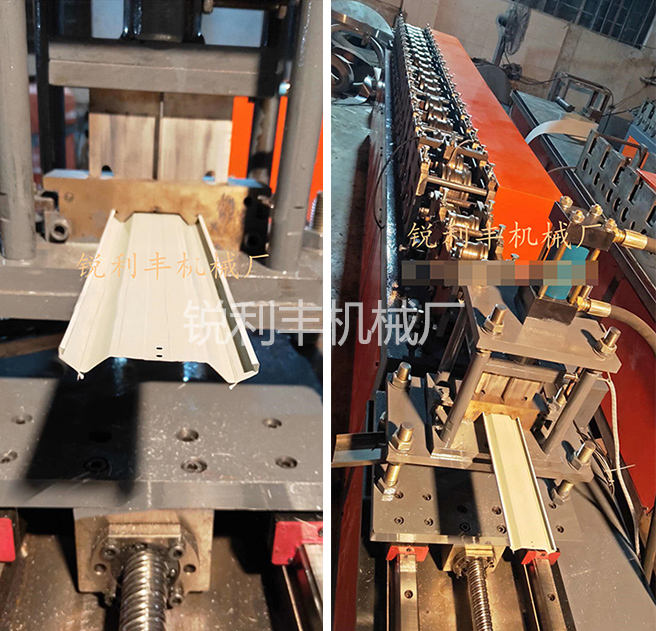
专业设计制造C型钢成型机/U型钢设备
全国咨询热线

联系人:李经理
电话:15918182351(微信同步)
邮箱:985859706@qq.com
网址:www.gdruilifeng.com
地址:佛山市南海区狮山镇罗村沙坑村雄星工业区自编2号厂房(锐利丰机械厂)
网址:www.gdruilifeng.com
冷弯成型机严格按照操作规程进行操作。每次开机前按润滑图表要求定时、定点、定量加润滑油,油应清洁无沉淀。冷弯成型机设备必须经常保持清洁,未油漆的部分防锈油脂。云南u型钢冷弯成型机组电动机轴承内的润滑漾油要定期更换加注,并经常检查电器部分工作是否正常可靠。冷弯成型机定期检查三角皮带、手柄、旋钮、按键是否损坏,磨损严重的应及时更换,并报备件补充。专业u型钢冷弯成型机组生产厂家定期检查修理开关、保险、手柄、保证其工作可靠。每天下班前10分钟,对机床加油润滑及擦洗清洁机床。严禁非指定人员操作该设备,平常必须做到人离机停。

冷弯成型机在冷弯结束时,关闭机械传动系统 , 同时启动液压系统 ,使液压缸收回。冷弯成型机设备厂家将冷弯型钢放置在辅助系统的门式托架上即可。这种冷弯作业,云南u型钢冷弯成型机组 保证了材质的强度, 提高了支护钢拱架的质量,极大地提高了工效,操作简单、明了。严格遵守机床工安全操作规程,按规定穿戴好劳动防护用品。开机前应将上、下模具清理、擦拭干净。 检查托料架、挡料架及滑块上有无异物,如有异物,应清理干净。专业u型钢冷弯成型机组生产厂家按所折板料厚度、选择适当模口,模口尺寸一般等于或大于8倍板料厚度。由板料折弯力数或折弯力计算公式得出工件的折弯力,工件折弯力不得大于1000KN。

对于整个冷弯生产工艺而言,适当的油性,即在极大的轧制压力下,仍能形成边界油膜,以降低磨擦阻和金属变形抗力;云南u型钢冷弯成型机组减少轧辊的磨损,延长轧辊使用寿命;增加压下量,减少轧制道次,节约能量消耗。云南u型钢冷弯成型机组生产厂家机组的结构参数是否合理,上下辊的齿轮传动速比,轧辊的结构及参数设计是否合理,以及轧辊的材料和热处理硬度以及润滑与冷却都会影响到表面擦伤。所以润滑性能必须适当。

板带沿纵向在一条直线上弯曲。然而,在弯曲变形过程中产生的压力与板带中存在的残余应力相结合,经常是板带偏离冷弯设备。专业u型钢冷弯成型机组生产厂家描述板带从后面一道成型辊出来后的偏离程度,侧弯——水平方向弯曲,翘曲——竖直方向弯曲,扭曲——呈螺旋状。为了解决这是问题,应在冷弯成型机的末端使用矫直机构。矫直机构的基本原则,对于具有侧弯、翘曲等缺陷的型材,通过矫治机构沿相反的方向十佳足够的压力,使其产生永久的变形。如果沿相反方向的变形量合适,那么回弹之后,u型钢冷弯成型机组型材就能够被完全矫直。如果成型型材在某个方向产生了扭曲变形,那么矫直机构次序沿相反的方向旋转型材,从而产生永久的塑性变形。如果旋转角度合适,回弹之后,型材将不再扭转。

冷弯成型设备在正常生产前,需要在手动工作模式下进行穿引带调试工作,云南u型钢冷弯成型机组通过操作手柄、控制面板上的动作按钮操作调试设备,并检查和人为设置报警故障模式,如料尾无料停机保护、伺服送料不到位故障、各单项顺序动作的实现和快速反应程度等。确认上述调试过程无误后将机组工作模式转化为自动工作模式下进行整线联机调试,通过冷弯制件的尺寸精度检查和分析,排除冷弯模具、工装设备制造调试精度等的影响,u型钢冷弯成型机组生产厂家确认冷弯成型设备的操作性、维修方便性、定尺控制精度等,其中的调试关键和难点在:伺服定长送料装置的运行稳定性和精度保持性、定长剪切断装置的控制精度和运行方式的选择。



