
佛山市南海锐利丰机械厂
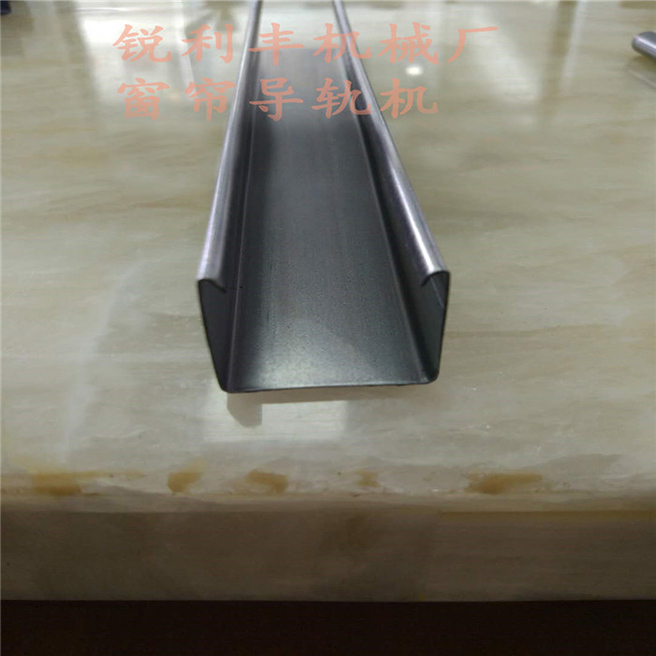
专业设计制造C型钢成型机/U型钢设备
全国咨询热线

联系人:李经理
电话:15918182351(微信同步)
邮箱:985859706@qq.com
网址:www.gdruilifeng.com
地址:佛山市南海区狮山镇罗村沙坑村雄星工业区自编2号厂房(锐利丰机械厂)
网址:www.gdruilifeng.com

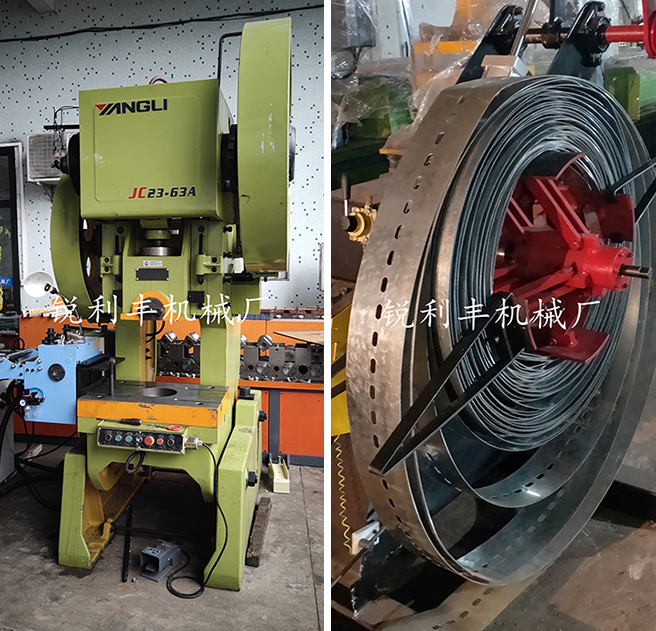
冷弯成型机设备的构造与使用方法,楼承板型材厚0.8mm、1.0mm、1.2mm宽688mm~940mm,高5 1 mm ~76mm。通化冷弯成型机械工程楼面楼承板与钢筋混凝土结构共同作用,系复合结构。冷弯设备生产的产品楼承板(钢承板,建筑压型钢板)是采用镀锌钢板经辊压冷弯成型,其截面成V型、U型、梯形或类似这几种形状的波形,也可被选为其他用途。冷弯设备生产的产品楼承板(钢承板,建筑压型钢板)是采用镀锌钢板经辊压冷弯成型,专业冷弯成型机械其截面成V型、U型、梯形或类似这几种形状的波形,也可被选为其他用途。

冷弯成型设备在正常生产前,需要在手动工作模式下进行穿引带调试工作,通化冷弯成型机械通过操作手柄、控制面板上的动作按钮操作调试设备,并检查和人为设置报警故障模式,如料尾无料停机保护、伺服送料不到位故障、各单项顺序动作的实现和快速反应程度等。确认上述调试过程无误后将机组工作模式转化为自动工作模式下进行整线联机调试,通过冷弯制件的尺寸精度检查和分析,排除冷弯模具、工装设备制造调试精度等的影响,冷弯成型机械厂家确认冷弯成型设备的操作性、维修方便性、定尺控制精度等,其中的调试关键和难点在:伺服定长送料装置的运行稳定性和精度保持性、定长剪切断装置的控制精度和运行方式的选择。

一定要根据加工材料性能以及加工曲度调好加压速度,以防止工件断裂飞溅。通化冷弯成型机械厂家多人工作时必须要有专人指挥,加工件进、退翻身时领班人员必须给其它人员下达指令配合密切动作一致。手不准放在进出料架滚筒与加工件之间。冷弯成型机槽口选择,一般要选择板厚的8倍宽度的槽口。如折弯4mm的板料,需选择32左右的槽口。冷弯成型机械根据加工件的弯度加工时需移动顶垫时,顶垫与顶头的接触不低于三分之二。加工件的始末端与支撑垫的接触应超过支撑垫中轴线之外。在弯制弯度较大的型材时,端头处不准站人。
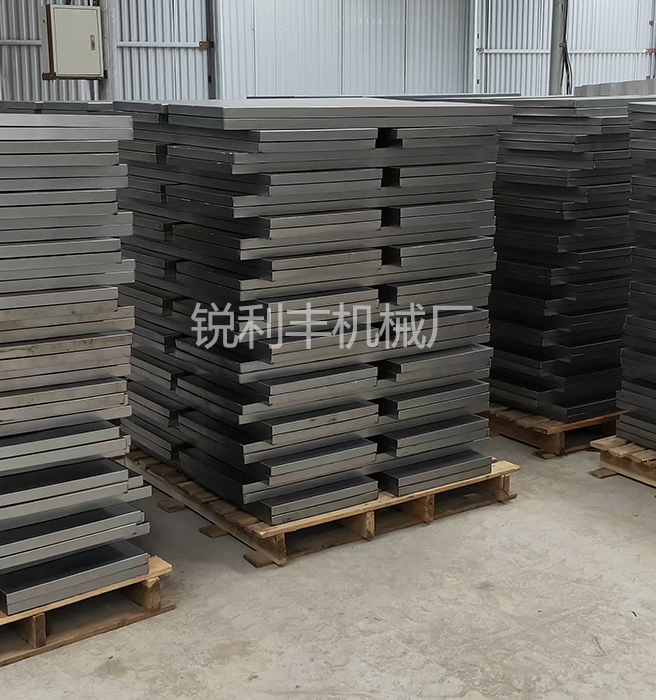
冷弯成型机设备是应用于隧道、地铁、地下道等场所的型材加工设备,它和压床设备相比较,通化冷弯成型机械具有性能更稳定、工作效率更高、生产的型材质量更好的特点。但有时冷弯成型机设备在运行的过程中可能会因为操作上的问题而出现一些缺陷,冷弯成型机械厂家其中常见的就是出现产品加工变形的问题。先我们要分析导致问题出现的原因,而一般出现型材变形常见的原因是因为受力不平衡造成的,而这有可能是因为操作不当,也可能是因为放置不当而导致的。
对于整个冷弯生产工艺而言,适当的油性,即在极大的轧制压力下,仍能形成边界油膜,以降低磨擦阻和金属变形抗力;通化冷弯成型机械减少轧辊的磨损,延长轧辊使用寿命;增加压下量,减少轧制道次,节约能量消耗。通化冷弯成型机械厂家机组的结构参数是否合理,上下辊的齿轮传动速比,轧辊的结构及参数设计是否合理,以及轧辊的材料和热处理硬度以及润滑与冷却都会影响到表面擦伤。所以润滑性能必须适当。
冷弯成型机固定其他组件,就要将基础分段,它是液压动力,左右机箱内应加足润滑机油,通化冷弯成型机械厂家才能通电启动机器进行试车,先空车运转仔细观察,以便于加工,搬运,运输。如果预计要扩充,或以后要固定其他组件,有无震动,噪音,油窗口是否来油,挤出机挤出的泥坯,经切割机切成定长,由滚子输送机送至压瓦机,就要将基础分段,基础的连接端要安装附加板和连接件,专业冷弯成型机械基础一定要能实现冷弯成型中用润液的再循环,基础分离时,注意每个基础要有再循环润滑。



