
佛山市南海锐利丰机械厂
专业设计制造C型钢成型机/U型钢设备
全国咨询热线

联系人:李经理
电话:15918182351(微信同步)
邮箱:985859706@qq.com
网址:www.gdruilifeng.com
地址:佛山市南海区狮山镇罗村沙坑村雄星工业区自编2号厂房(锐利丰机械厂)
网址:www.gdruilifeng.com

冷弯成型机,它对我们来讲是否陌生?还有就是,它与冷弯机是一样的吗?以上这些问题都是与冷弯成型机相关的,因此是我们必须要了解和掌握的,否则就不能很好进行这一产品方面的学习。西宁求购u型钢冷弯成型机组其开机前的检查,主要包括了以下这些为:各个连接处是否是牢固的,有无松动,各转动部位是否是灵活的,有无卡阻现象。u型钢冷弯成型机组设备润滑部位的润滑是否良好,其油量是否充足,以及各传动齿轮箱中的润滑油,是否在油表线以上。
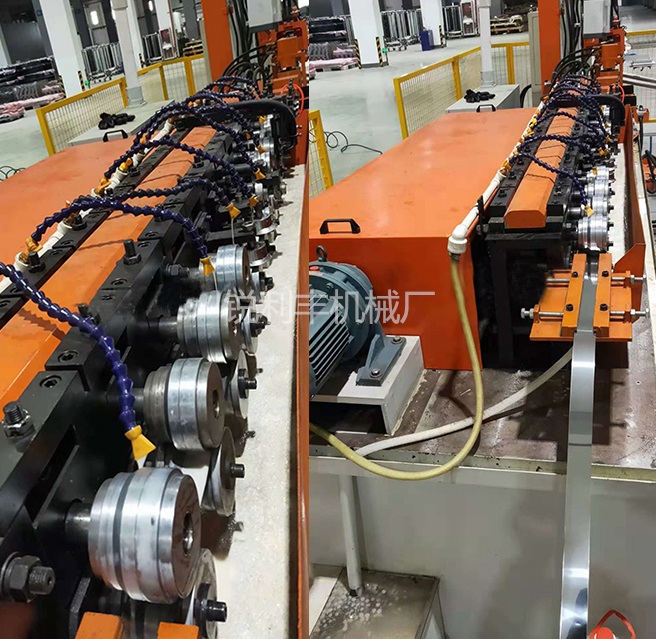
冷弯成型机是通过顺序配置的多道次成型轧辊,把卷材、带材等金属板带不断地进行横向弯曲,以制成特定断面型材的塑性加工工艺。冷弯成型机是一种节材、节能、高效的金属板料成型新工艺、新技术。西宁求购u型钢冷弯成型机组利用这一工艺,不但可以生产出高质量的型钢产品,而且能够缩短产品开发的周期、提高生产效率,从而提高企业的市场竞争力。在刚过去的半个世纪里,冷弯成型机已经发展为较有效的板金属成型技术。近些年来,冷弯型钢产品作为重要的结构件在建筑、汽车制造、船舶制造、电子工业及机械制造业等许多领域得到了广泛的应用。u型钢冷弯成型机组其产品从普通的导轨、门窗等结构件到一些为特殊用途而制造的专用型材,类型极其广泛。

对于整个冷弯生产工艺而言,适当的油性,即在极大的轧制压力下,仍能形成边界油膜,以降低磨擦阻和金属变形抗力;西宁u型钢冷弯成型机组减少轧辊的磨损,延长轧辊使用寿命;增加压下量,减少轧制道次,节约能量消耗。西宁u型钢冷弯成型机组厂家机组的结构参数是否合理,上下辊的齿轮传动速比,轧辊的结构及参数设计是否合理,以及轧辊的材料和热处理硬度以及润滑与冷却都会影响到表面擦伤。所以润滑性能必须适当。
冷弯成型机滚压稳定性问题,生产中经常碰到材料在滚道中左右偏摆的问题,实际上是单组滚轮受不对称,左边受力大,材料往右边偏摆;右边受力大,材料往左边偏摆。求购u型钢冷弯成型机组厂家其解结的方法是:变形区中性层计算准确,变形区内用料计算准确,滚轮加工对称度好。不变形区域尽量不受压(如滑轨底部),装配时上下滚轮各区域间隙保持一致。u型钢冷弯成型机组材料咬入前,应根据前道滚压状态,设置引导斜口,在稳定受压前,材料在滚内滑移平稳。

冷弯成型机的特点,前面已经进行了介绍说明,使得我们对该机器设备有了一些认识和了解,但是对于我们来讲,仅仅只了解这些是远远不够的,西宁u型钢冷弯成型机组厂家还需要了解更多关于冷弯成型机的相关知识,这样才能早日全面了解这一领域,同时增加我们的知识面。u型钢冷弯成型机组在开始工作前,要对机器的电源、电机油泵、压力表、溢流阀、电液阀以及点动开关等进行检查,是否正常,有无问题,如有则应进行处理解决,以保证机器能够顺利进行工作。对电机进行点动,主要是查看其旋转方向是否正确。

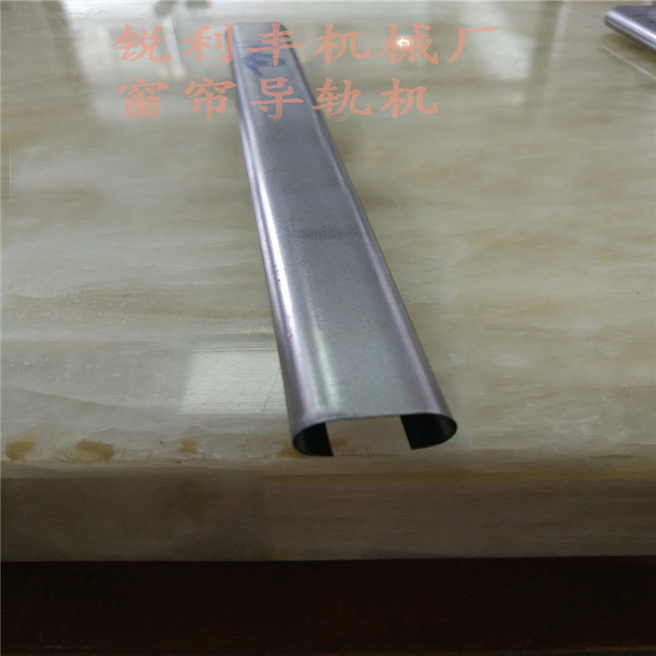
在销售设备的过程中,经常会遇到客户反映说以前订购的设备,到厂后各种问题无法解决,而且厂家售后跟不上,严重影响生产,甚至设备根本没法用,直接报废。这种情况,在冷弯成型机行业,并不少见,求购u型钢冷弯成型机组其主要原因是选择的设备厂家技术不够好,设计不合理,售后跟不上。而如果我们在设备验收时认真一些,严格一些,这样的问题就可以尽可能地避免,有问题可以在设备生产厂家及时发现,要求修改甚至直接退货。测量成型产品精度。u型钢冷弯成型机组厂家产品精度是整台设备是否合格的关键指标,精度说明冷弯成型机的轧辊设计是否合格,或者说调试是否成功,这两项,任何一样不合格,都应该在生产厂家先处理好。



