
佛山市南海锐利丰机械厂
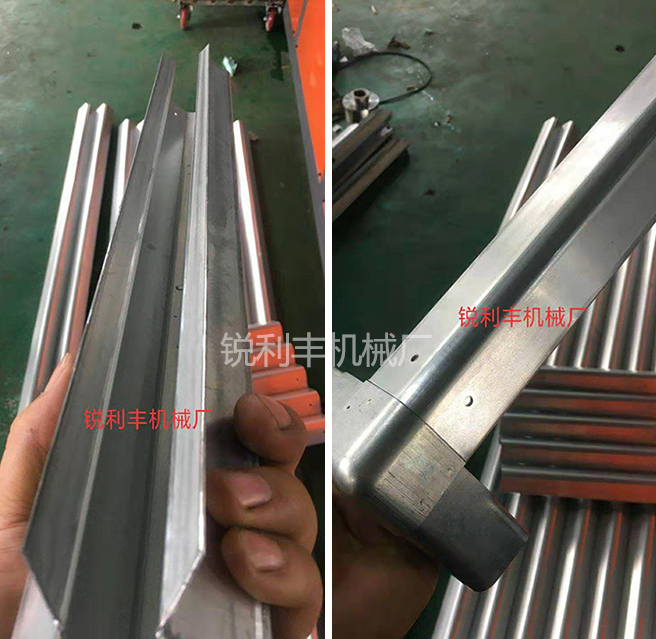
专业设计制造C型钢成型机/U型钢设备
全国咨询热线

联系人:李经理
电话:15918182351(微信同步)
邮箱:985859706@qq.com
网址:www.gdruilifeng.com
地址:佛山市南海区狮山镇罗村沙坑村雄星工业区自编2号厂房(锐利丰机械厂)
网址:www.gdruilifeng.com
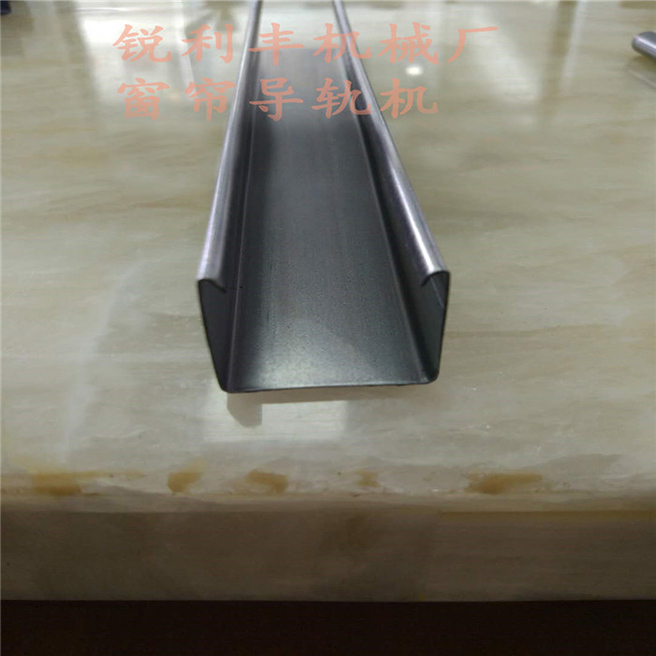
轻型冷弯成型机是一种特定断面型材的塑性加工工艺的机械,而它是通过多道成型轧辊,采购冷弯成型生产线生产厂家把卷材等不断的横向弯曲,从而制成的特定面型材。轻型冷弯成型机可以平均受力,全线滚轮平均受力,磨损较为均衡,采购冷弯成型生产线可以有效的延长轧辊的使用寿命。由于轻型冷弯成型机轧辊采用C12MoV材质所制成,因此具有其耐磨性能,但是要求在热处理时要利用C12MoV的红硬性,淬火后,两次甚至三次回火才能达到硬度。
板带沿纵向在一条直线上弯曲。然而,在弯曲变形过程中产生的压力与板带中存在的残余应力相结合,经常是板带偏离冷弯设备。采购冷弯成型生产线生产厂家描述板带从后面一道成型辊出来后的偏离程度,侧弯——水平方向弯曲,翘曲——竖直方向弯曲,扭曲——呈螺旋状。为了解决这是问题,应在冷弯成型机的末端使用矫直机构。矫直机构的基本原则,对于具有侧弯、翘曲等缺陷的型材,通过矫治机构沿相反的方向十佳足够的压力,使其产生永久的变形。如果沿相反方向的变形量合适,那么回弹之后,冷弯成型生产线型材就能够被完全矫直。如果成型型材在某个方向产生了扭曲变形,那么矫直机构次序沿相反的方向旋转型材,从而产生永久的塑性变形。如果旋转角度合适,回弹之后,型材将不再扭转。

冷弯成型机生产线的核心是轧机(成型机组)。轧机提供动力,给所有的成型模具提供支撑。整条冷弯成型线根据成型轧机的轴肩定位,湛江冷弯成型生产线轧机设计的变化不可胜数,但轧机可分类为悬臂式、双端式、通轴双端式、标准式(传统式)、双层式、成组快换式(板式、盒式)、并列式。采购冷弯成型生产线这种分类中还未包含“特殊轧机”如拉料成型轧机、螺旋管轧机、车载轧机、特种轧机等。

冷弯成型机设备的核心部分---轧辊。是冷弯成型的灵魂,轧辊的设计是极其重要的,湛江冷弯成型生产线轧辊的设计特点如下:冷弯成型设备各道次平均受力原则,全线滚轮平均受力,磨损均衡,延长轧辊使用寿命。冷弯成型机设备的轧辊采用材料是利用其耐磨性能,但具体的强度与硬度是矛盾的,冷弯成型生产线生产厂家热处理时要利用C12MoV的红硬性,淬火后,两次甚至三次回火才能达到硬度。

冷弯成型机在冷弯结束时,关闭机械传动系统 , 同时启动液压系统 ,使液压缸收回。冷弯成型机设备厂家将冷弯型钢放置在辅助系统的门式托架上即可。这种冷弯作业,湛江冷弯成型生产线 保证了材质的强度, 提高了支护钢拱架的质量,极大地提高了工效,操作简单、明了。严格遵守机床工安全操作规程,按规定穿戴好劳动防护用品。开机前应将上、下模具清理、擦拭干净。 检查托料架、挡料架及滑块上有无异物,如有异物,应清理干净。采购冷弯成型生产线生产厂家按所折板料厚度、选择适当模口,模口尺寸一般等于或大于8倍板料厚度。由板料折弯力数或折弯力计算公式得出工件的折弯力,工件折弯力不得大于1000KN。

一定要根据加工材料性能以及加工曲度调好加压速度,以防止工件断裂飞溅。湛江冷弯成型生产线生产厂家多人工作时必须要有专人指挥,加工件进、退翻身时领班人员必须给其它人员下达指令配合密切动作一致。手不准放在进出料架滚筒与加工件之间。冷弯成型机槽口选择,一般要选择板厚的8倍宽度的槽口。如折弯4mm的板料,需选择32左右的槽口。冷弯成型生产线根据加工件的弯度加工时需移动顶垫时,顶垫与顶头的接触不低于三分之二。加工件的始末端与支撑垫的接触应超过支撑垫中轴线之外。在弯制弯度较大的型材时,端头处不准站人。



