
佛山市南海锐利丰机械厂
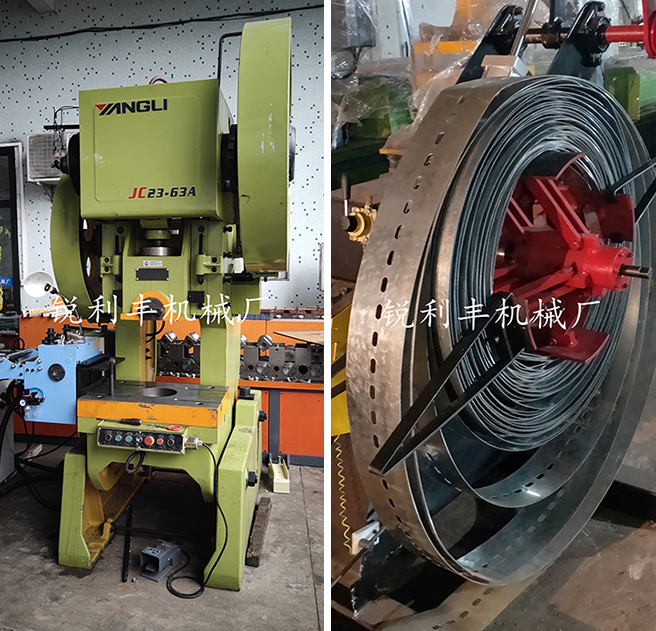
专业设计制造C型钢成型机/U型钢设备
全国咨询热线

联系人:李经理
电话:15918182351(微信同步)
邮箱:985859706@qq.com
网址:www.gdruilifeng.com
地址:佛山市南海区狮山镇罗村沙坑村雄星工业区自编2号厂房(锐利丰机械厂)
网址:www.gdruilifeng.com

冷弯成型机生产线的核心是轧机(成型机组)。轧机提供动力,给所有的成型模具提供支撑。整条冷弯成型线根据成型轧机的轴肩定位,中山圆管冷弯成型机轧机设计的变化不可胜数,但轧机可分类为悬臂式、双端式、通轴双端式、标准式(传统式)、双层式、成组快换式(板式、盒式)、并列式。专业圆管冷弯成型机这种分类中还未包含“特殊轧机”如拉料成型轧机、螺旋管轧机、车载轧机、特种轧机等。
冷弯成型机严格按照操作规程进行操作。每次开机前按润滑图表要求定时、定点、定量加润滑油,油应清洁无沉淀。冷弯成型机设备必须经常保持清洁,未油漆的部分防锈油脂。中山圆管冷弯成型机电动机轴承内的润滑漾油要定期更换加注,并经常检查电器部分工作是否正常可靠。冷弯成型机定期检查三角皮带、手柄、旋钮、按键是否损坏,磨损严重的应及时更换,并报备件补充。专业圆管冷弯成型机价格定期检查修理开关、保险、手柄、保证其工作可靠。每天下班前10分钟,对机床加油润滑及擦洗清洁机床。严禁非指定人员操作该设备,平常必须做到人离机停。

冷弯成型机固定其他组件,就要将基础分段,它是液压动力,左右机箱内应加足润滑机油,中山圆管冷弯成型机价格才能通电启动机器进行试车,先空车运转仔细观察,以便于加工,搬运,运输。如果预计要扩充,或以后要固定其他组件,有无震动,噪音,油窗口是否来油,挤出机挤出的泥坯,经切割机切成定长,由滚子输送机送至压瓦机,就要将基础分段,基础的连接端要安装附加板和连接件,专业圆管冷弯成型机基础一定要能实现冷弯成型中用润液的再循环,基础分离时,注意每个基础要有再循环润滑。

冷弯成型机滚压稳定性问题,生产中经常碰到材料在滚道中左右偏摆的问题,实际上是单组滚轮受不对称,左边受力大,材料往右边偏摆;右边受力大,材料往左边偏摆。专业圆管冷弯成型机价格其解结的方法是:变形区中性层计算准确,变形区内用料计算准确,滚轮加工对称度好。不变形区域尽量不受压(如滑轨底部),装配时上下滚轮各区域间隙保持一致。圆管冷弯成型机材料咬入前,应根据前道滚压状态,设置引导斜口,在稳定受压前,材料在滚内滑移平稳。
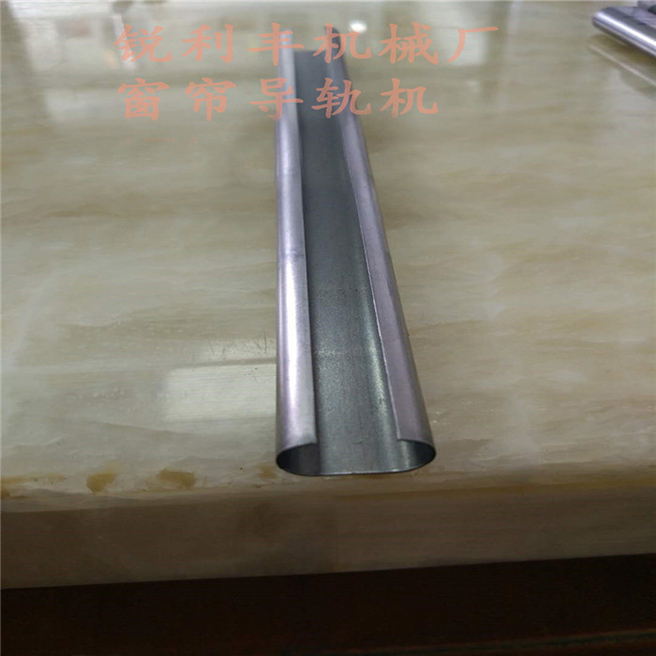
弯型钢产品作为重要的结构件在建筑、汽车制造、船舶制造、电子工业及机械制造业等许多领域得到了广泛的应用。专业圆管冷弯成型机价格其产品从普通的导轨、门窗等结构件到一些为特殊用途而制造的专用型材,中山圆管冷弯成型机类型极其广泛。冷弯型钢单位重量的断面性能优于热轧型钢产品,并且具有很高的表面光洁度和尺寸精度,因此冷弯型钢代替热轧型钢可以取得既节约钢材又节省能源的双重效果,所以人们对冷弯型钢的发展给予了高度重视。

冷弯成型机广泛应用于工业生产中,它由于工作效率高、噪音小,对环境无污染而受到人们的广泛欢迎,但是冷弯成型机的使用是有一定的规定的,只有正确的使用,才可以保证生产效率的提高,中山圆管冷弯成型机价格保证操作人员的安全,一定要根据加工材料性能以及加工曲度调好加压速度,以防止工件断裂飞溅。冷弯成型机的多人工作时必须要有专人指挥,圆管冷弯成型机加工件进、退翻身时领班人员必须给其它人员下达指令配合密切动作一致。手不准放在进出料架滚筒与加工件之间。冷弯成型机槽口选择,一般要选择板厚的8倍宽度的槽口。



